0товаров, на сумму
0 ₽
Китайский производитель Auarita более 25 лет специализируется на производстве окрасочного оборудования, производственные линии компании оснащены высокоточными обрабатывающими центрами с ЧПУ, окрасочные пистолеты, выпускаемые компанией, имеют высокую репутацию и поставляется в основном в США и Европу.
Ассортимент краскопультов у данного производителя огромный, поэтому мы очень тщательно подошли выбору модели, для поставки на Российский рынок. Остановили свой выбор на модели H-923, с технологией распыления HVLP, по нескольким причинам:
- визуально это копия профессионального британского окрасочника DeVilbiss;
- технология HVLP подразумевает высокий коэффициент переноса ЛКМ (более 65%), что делает инструмент более экологичным;
- по информации от производителя данная модель отлично себя зарекомендовала при покраске автомобилей, мотоциклов, музыкальных инструментов, т.е. там, где высокое качество окрашивания поверхностей очень важно;
- ну и немалую роль в принятии решения сыграла привлекательная цена на инструмент.
Очередной наш клиент попросил захватить с собой краскопульт H-923 HVLP, что бы его протестировать, посмотреть в работе. Технический специалист ехал на это предприятие по другому вопросу, но заодно взял с собой и новинку, пистолет Auarita H-923 HVLP.
Профессионально оборудованная окрасочная камера клиента внушает доверие к специалистам, которые в ней работают. Грамотно проложенная пневмолиния, с магистральными фильтрами и блоком тонкой очистки воздуха, ровный гул винтового компрессора – все указывает на то, что покрасочными работами тут занимаются серьезно.
Суровый маляр, в полной экипировке, принял из рук Технического специалиста новинку, сразу вернул пластиковый бачок (что бы не пачкать) и прикрутил свой, на чисто русском матерном проворчал про отсутствие манометра, снял со своего пистолета и прикрутил регулятор давления, и скрылся за дверями окрасочной камеры.
Вердикт был вынесен спустя всего 10 минут – «Красит классно, меня устраивает».
HVLP расшифровывается как большой объем (расход) воздуха при маленьком давлении в голове. Большой объем воздуха подразумевает использование очень мощного, производительного компрессора.
В краскопультах HVLP благодаря особой конструкции воздушной головки, поток сжатого воздуха обычного давления в 2,0-2,5 бар и сравнительно малого объёма преобразуется в поток большого объёма до 600 л/мин и низкого давления 0,5-0,7 бар на выходе из дюзы. Распыляемый материал диспергируется при относительно малых скоростях истечения воздушного потока большого объёма. При этом создаётся эффект «мягкого факела» с высокой эффективностью переноса частиц ЛКМ к окрашиваемой поверхности.
В идеале, по задумке разработчиков данной технологии, краскопульты HVLP должны работать на горячем и сухом, не содержащем конденсата воздухе. Для этого некоторые производители, в блок подготовки воздуха встраивают проточный подогреватель.
Одно из главных достоинств технологии HVLP заключается в том, что теплая воздушная составляющая потока, в силу особенностей конструкции краскопульта, не отбивается от окрашиваемой поверхности, а стекает по ней, подсушивая только что нанесенные слои. Это дает возможность избежать значительных потерь лакокрасочного материала, просто распыляемого в атмосферу, на так называемые туманообразование и отбой. Количество красящего состава, нанесенного на поверхность, при технологии HVLP составляет 65%, а то и более 70%.
Технология HVLP дает возможность применять все основные группы лакокрасочных материалов (от легких автоэмалей до тяжелых строительных красок), а также наносить их на любые профили и поверхности, что не удается делать, используя другие методы распыления.
Почему в предыдущем абзаце говорится о необходимости воздушного потока в 600 л/мин, когда в технических характеристиках краскопульта H-923 HVLP указано, что для его качественной работы требуется поток (расход) воздуха в диапазоне от 340 до 390 л/мин?
Давайте разбираться.
В интернете есть много информации (в т.ч. на русском языке) как правильно подобрать компрессор для краскопульта. Приводить все расчеты в этой статье я не буду, укажу лишь основную суть, выжимку реального опыта специалистов по покраске (АВТОграф, Красим Правильно, Школа маляров, Kuzov Lab и др.)
1) Поршневой компрессор выдает на 30-50% меньше воздушного потока, чем у него заявлено на шильдике (в технических характеристиках).
2) Поршневой компрессор, работающий от сети 220В, физически не может вырабатывать более 420 л/мин, что бы не было написано у него в характеристиках, т.к. для сети 220В не производят эл.двигатели мощностью более 2,2кВт.
Таким образом, при максимальной указанной производительности в 420 л/мин на поршневом компрессоре, фактический воздушный поток на выходе у него будет примерно 300, а может и всего лишь 200 л/мин. Эту серьёзную особенность обязательно необходимо учитывать – для краскопульта H-923 HVLP с расходом воздуха 340-390 л/мин такой компрессор не подходит.
Производительность компрессора для краскопульта H-923 HVLP, с учетом всех потерь, согласно п.1) должна быть не менее: 390 + 50% = 600 л/мин
Как говорят специалисты по покраске: «Если вы являетесь обладателем винтового компрессора, производительностью от 800 или лучше 1000 л/мин, тогда вы можете ни в чем себя не ограничивать, и подключать к нему любой краскопульт!»
С производительностью компрессора наконец-то разобрались, теперь предлагаем виртуально продолжить путь сжатого воздуха от компрессора до краскопульта, а лучше даже до поверхности, на которую этот воздух переносит частички ЛКМ.
Если у нас стоит задача получить абсолютно ровный, гладкий слой лака (краски) на окрашиваемой поверхности, без сорности, пор и кратеров, в этом случае подаваемый в краскопульт сжатый воздух должен быть полностью очищен от влаги (конденсата), микрочастиц (пыли) и паров масла.
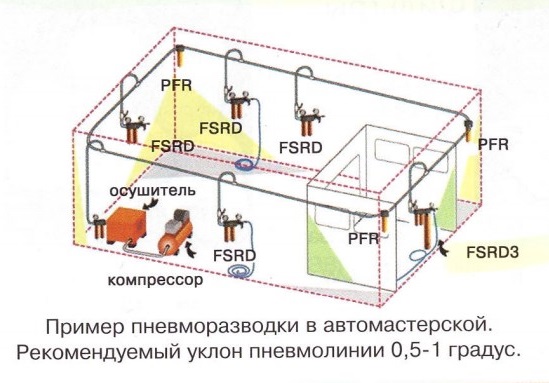
На предлагаемой ниже схеме видно, что на выходе из компрессора присутствуют все типы загрязнений воздуха, которые попадают в воздушную магистраль (влага, масло, пыль), от которых можно избавиться с помощью трехступенчатого фильтра. Но схема на то и схема, чтобы представить все довольно упрощенно. На самом деле, на выходе из винтового компрессора, после ресивера, обязательно должен быть установлен осушитель воздуха, а также магистральные фильтры. И уже такой, практически очищенный и осушенный воздух, непосредственно в окрасочной камере, должен поступать в этот трехступенчатый фильтр, для получения на выходе заявленных показателей степени очистки - смотрим схему разводки в автомастерской.
Но даже такая, довольно грамотно проложенная воздушная магистраль от компрессора до окрасочной камеры не всегда гарантирует 100% отсутствие влаги и других примесей в воздухе. Давайте посмотрим, какие еще элементы воздушной магистрали могут служить источником нежелательных примесей в воздухе, который поступает в наш краскопульт.
Учитывая, что краскопульт H-923 HVLP потребляет довольно значительный поток сжатого воздуха, проходное сечение воздушной магистрали должно обеспечивать свободное перемещение такого объема воздуха. Несмотря на все принимаемые меры (установка осушителя, магистральных фильтров), удалить 100% влаги из воздуха практически невозможно. При снижении температуры, в самой пневмолинии все равно будет выделяться конденсат, который обычно остается внутри труб воздушной магистрали. Поэтому рекомендуется линию воздушной магистрали монтировать с уклоном в 1-2 градуса, для организации точки слива конденсата.
Ну а если конденсат не сливают, да еще проходное сечение труб воздушной магистрали окажется небольшого размера – тогда поток воздуха, который необходим для работы краскопульта, просто подхватывает весь накопленный в трубах конденсат, и тащит его в направлении блока фильтров… Ну а справятся фильтра с таким потоком, или нет – результат будет виден на окрашиваемой поверхности.
Внутренний диаметр шланга, к которому подключается краскопульт, по этой же причине, должен составлять не менее8-9 мм.
Да, хороший вопрос – зачем? У специалистов такой вопрос не возникает, а тем, кто хочет разобраться – рекомендуем обратиться к опыту и рекомендациям тех же специалистов по покраске (АВТОграф, Красим Правильно, Школа маляров, Kuzov Lab и др.)
В штатной комплектации к краскопульту H-923 HVLP регулятор давления не идёт, но для получения качественного распыла на окрашиваемую поверхность, он все же нужен.
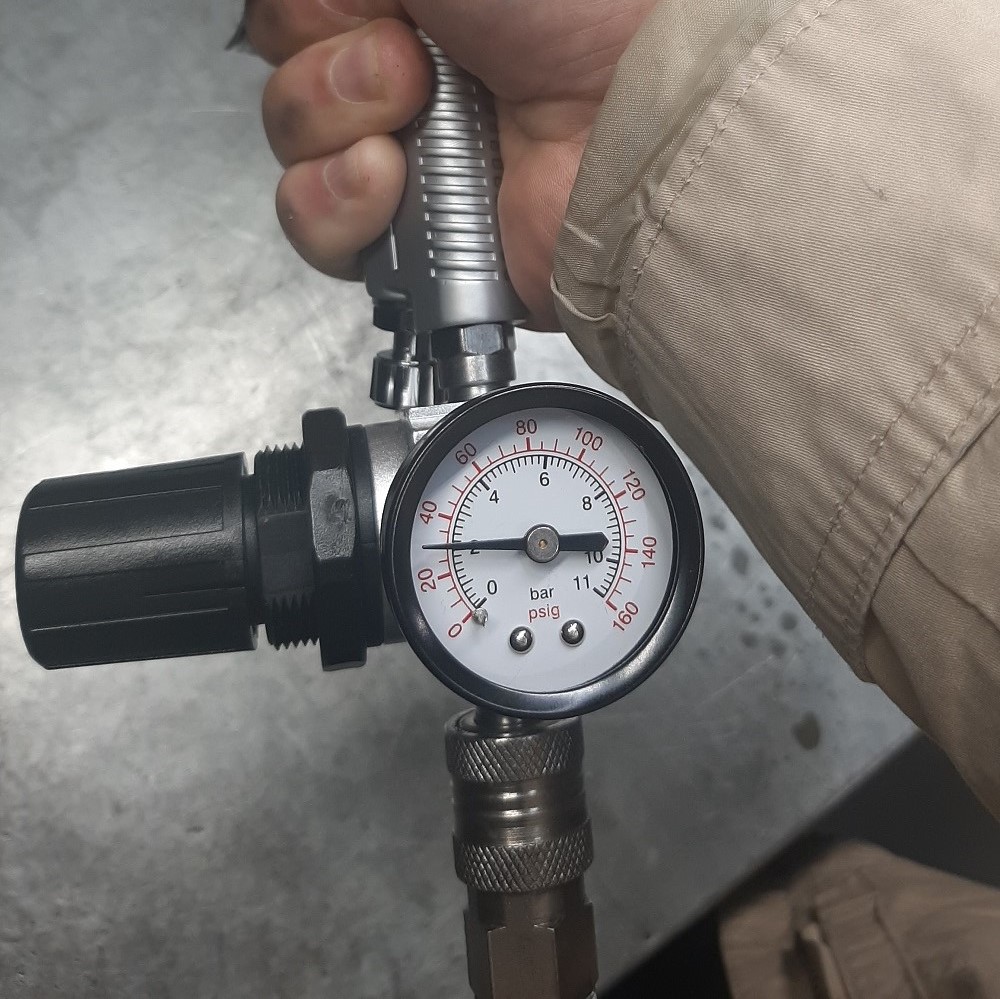
Если дать информацию очень кратко, тезисно – то регулятор давления с манометром на самом краскопульте необходим для точной регулировки входящего давления, при котором производитель гарантирует качественную работу данного краскопульта.
Для модели H-923 HVLP диапазон рабочего давления составляет от 1,9 до 2,5 бар.
Краскопульт H-923 HVLP поставляется с четырьмя вариантами сопел – на 1,3 / 1,4 / 1,6 / 1,8 мм. Производитель считает такой диапазон размеров дюз достаточным, для использования с основными типами ЛКМ.
Для правильного подбора сопла (дюзы) рекомендуется использовать вискозиметр Ford №4, с помощью которого определяется вязкость ЛКМ в секундах – за сколько секунд вытечет 100 мл краски через отверстие диаметром 4 мм.
Общие рекомендации по выбору дюз следующие:
Для ЛКМ с низкой вязкостью (от 12 до 14 сек) – необходимо использовать дюзу на 1,3 мм
Для густых ЛКМ, с вязкостью в диапазоне от 25 до 35 сек – использовать дюзу на 1,8 мм
Если густота используемого ЛКМ слишком высокая, и краскопульт не в состоянии его распылить – есть два варианта:
1) С помощью растворителя (разбавителя) снизить вязкость ЛКМ;
2) Использовать краскопульт с подачей давления непосредственно в бачок с краской, что бы густой ЛКМ не вытягивался из сопла краскопульта потоком воздуха, а подавался в него под давлением, для дальнейшего распыла.
Технология распыления HVLP обеспечивает высокое качество распыла и высокий КПД переноса краски на окрашиваемую поверхность, но имеет один существенный недостаток – для работы такого краскопульта требуется компрессор с очень высокой производительностью.
Производители краскопультов регулярно разрабатывают и представляют на рынке новые модели инструмента, но технологии распыления ЛКМ у большинства краскопультов варьируются на трех основных типах:
HVLP - большой объем (расход) воздуха при маленьком давлении в голове (0,7 бар).
Для раскрытия всех достоинств данной технологии нужен винтовой, высокопроизводительный компрессор.
Универсальные краскопульты, для широкого спектра ЛКМ, с коэффициентом переноса краски более 65%, а у некоторых моделей и более 70%.
LVLP - низкий объем (расход) воздуха при маленьком давлении в голове (0,7-1,0 бар).
Разрабатываются для слабеньких компрессоров, но хороший аппарат, который бы хорошо красил при низком расходе воздуха и низком давлении, найти сложно.
LVMP (он же: RP, он же: Trans-Tech, он же: HTE) - низкий объем (расход) воздуха при среднем давлении в голове (1,2-1,7 бар).
Эти краскопульты используются с компрессорами малой и средней производительности. Производители выпускают огромный ассортимент инструментов такого типа, с разными обозначениями. Но из-за того, что в таких краскопультах ЛКМ из дюзы выдувается под значительно большим давлением, чем у HVLP, потери на отбой и туманообразование достигают 50%, т.е. только около 50% ЛКМ остается на окрашиваемой поверхности.
Но этот показатель все равно выше, чем у самых простых, дешевых краскопультов, которые работают по принципу «пульверизатора». Такие краскопульты просто разбивают струей воздуха краску в туман, а КПД переноса краски у простых краскопультов составляет всего около 30%




Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней
На выходе из FRL (а значит на входе в пневмоинструмент) воздух должен быть очищен от влаги и пыли, смазан микрочастицами масла и иметь ровно тот уровень давления, на которое рассчитан ваш инструмент. В этом случае все…
Поставляемый товар, цены, наличие и акции могут отличаться в других регионах.
Вы всегда можете поменять регион на сайте. Товары доставляются в любой город РФ.